
2025-08-19 17:47
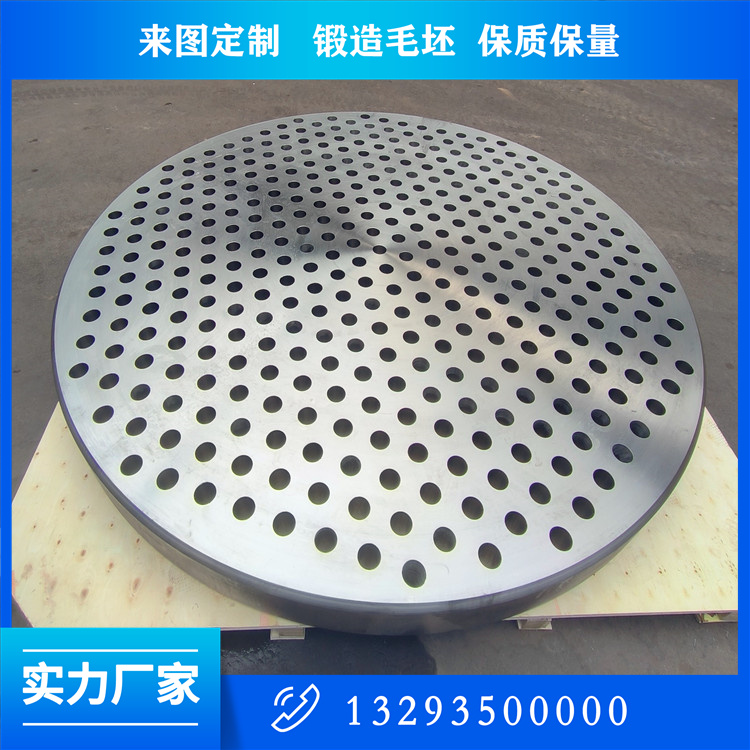
管板锻件的加工精度直接关系到设备密封性能、管束装配质量及承压安全性,其控制需贯穿从锻造到终加工的每个环节。以下是针对不同材质(不锈钢、合金钢等)管板的关键精度控制要点及实施方法:
1. 尺寸精度控制
1.1 外形尺寸公差
直径控制:
自由锻管板:直径公差±1.5%D(D≤2000mm)或±2%D(D>2000mm)
模锻管板:直径公差±0.5%D(数控模锻)
厚度控制:
常规管板:厚度公差±1.5mm
薄壁管板(δ<50mm):厚度公差±0.8mm
控制措施:
激光测径仪实时监控锻造过程
立车加工采用恒力刀架(切削力波动<5%)
1.2 管孔阵列精度
参数常规要求高精度要求(核电)
孔距公差 ±0.3mm ±0.1mm
孔组累积误差 ≤0.5mm/1m ≤0.2mm/1m
孔径公差 H9级 H7级
实现方法
钻孔设备 数控深孔钻床 五轴联动钻铣中心
定位系统 光学对中仪 激光跟踪仪+RTK定位
2. 形位公差控制
2.1 平面度
密封面要求:
普通管板:≤0.1mm/m(整体≤1mm)
高压管板:≤0.05mm/m(整体≤0.3mm)
控制工艺:
大型立车"之字形"走刀路径(消除让刀误差)
真空吸盘装夹(变形量<0.02mm)
2.2 管孔垂直度
验收标准:
常规:≤0.1mm/100mm孔深
严格:≤0.03mm/100mm(如U型管换热器)
加工方案:
枪钻导向套+高压内冷(压力≥7MPa)
钻孔后铰削(余量0.1-0.2mm)
3. 表面质量控制
3.1 密封面加工
粗糙度控制:
金属密封:Ra≤0.8μm(金刚石车刀精车)
垫片密封:Ra≤3.2μm(陶瓷刀具加工)
缺陷管控:
不允许存在>0.02mm深划痕
色差检测(白光干涉仪)
3.2 管孔内壁处理
去毛刺标准:
入口/出口倒角0.5×45°
内壁Ra≤6.3μm(电解抛光或珩磨)
特殊要求:
核电管板:氩弧焊重熔孔边(消除微观裂纹)
4. 材料特性适配控制
4.1 不锈钢管板锻件
防变形措施:
低温切削(液氮冷却至-50℃)
分阶段加工(粗精加工间隔24h应力释放)
表面防护:
加工后立即钝化(硝酸浓度20%-30%)
4.2 合金钢管板
硬度均匀性:
热处理后全板硬度差≤30HB
采用感应局部回火补偿
氢脆预防:
终加工后200℃×24h去氢处理
5. 检测技术应用
5.1 在线检测
智能刀具监测:
振动传感器预警刀具磨损(阈值设定0.5g)
红外热像仪监控切削温度(<300℃)
机床集成测量:
Renishaw OMP60测头(重复精度±1μm)
5.2 终检方法
检测项设备/方法精度指标
孔位精度 三坐标测量机(CMM) ±0.01mm
平面度 电子水平仪 0.001mm/m
微观形貌 共聚焦显微镜 纵向分辨率1nm
残余应力 X射线衍射仪 应力梯度±10MPa
6. 特殊结构精度控制
6.1 管桥强度保障
最小管桥厚度:
设计值×90%(需通过水压试验验证)
强化工艺:
喷丸强化(覆盖率200%,阿尔门试片0.3mmA)
6.2 堆焊层加工
厚度控制:
过渡层(309L):3.0±0.5mm
耐蚀层(316L):5.0±0.3mm
加工要点:
小切深加工(ap≤0.5mm)
层间温度<80℃
7. 典型问题解决方案
问题现象根本原因纠正措施
孔距累积误差大 机床热变形 恒温车间(20±1℃)+预热4h
密封面振纹 工艺系统刚度不足 改用液压阻尼刀柄
管孔椭圆度超差 钻头偏摆 预钻导向孔+浮动夹头
堆焊层剥落 切削参数过激 降低转速30%+高压冷却
8. 数字化控制技术
自适应加工:
基于力反馈实时调整进给(如西门子840D sl系统)
虚拟装配验证:
通过3D扫描数据模拟管束安装干涉
9. 行业精度***
参数石化标准核电标准
管孔位置度 Φ0.3mm Φ0.1mm
密封面平面度 0.1mm/m 0.02mm/m
管孔内壁粗糙度 Ra6.3μm Ra1.6μm
管桥厚度公差 ±0.5mm ±0.2mm
通过上述控制措施,可实现:
高压换热器管板锻件:2000次热循环试验无泄漏
核电管板:60年设计寿命期内孔径变形<0.05mm
临氢管板:在H₂S分压0.1MPa下无氢致开裂(HIC)
关键控制原则:"先基准后孔系、粗精分离、应力均衡",需结合材料特性动态调整工艺参数。

