
2026-04-10 16:00
管板锻件的制造是集材料科学、锻造工艺、热处理技术、精密加工、无损检测于一体的系统工程。从原材料到成品,每道工序均需控制,才能保证管板锻件的组织致密度、力学性能、尺寸精度与质量稳定性,满足高温、高压、腐蚀工况的严苛要求。
一、原材料精选与预处理:质量管控的一道防线
管板锻件的原材料以优质钢锭、锻坯为主,必须符合 ASTM、ASME、GB/T 等标准,核心材质包括碳钢、合金钢、不锈钢、双相钢等。入厂检验执行 “三检制”:
化学成分检验:采用直读光谱仪全元素分析,确保碳、硅、锰、硫、磷、铬、钼、镍等元素符合标准,高端材质控制硫、磷≤0.005%,氢含量≤2ppm,杜绝有害元素超标。
力学性能测试:取样进行拉伸、冲击、硬度试验,验证强度、塑性、韧性达标。
无损检测:100% 超声波探伤(UT),排查钢锭 / 锻坯内部夹层、疏松、夹杂、裂纹等原始缺陷,不合格材料坚决拒收。坯料制备:按管板尺寸计算下料,预留锻造余量(直径单边 30-50mm、厚度 20-30mm)。对高合金、不锈钢坯料进行表面清理,去除氧化皮、裂纹、毛刺,避免锻造过程缺陷扩展。
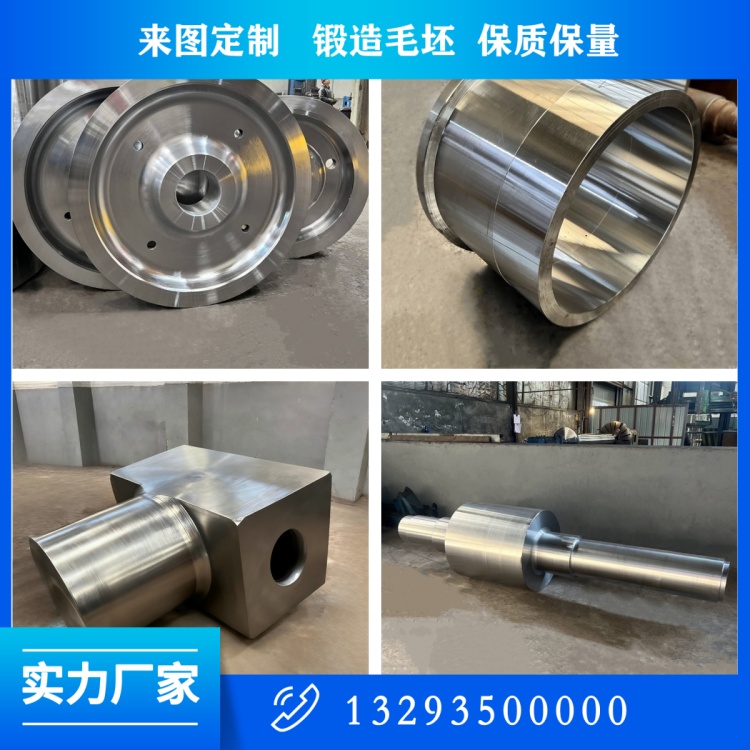
二、精密锻造工艺:组织致密与外形成型的核心环节
锻造是管板锻件内部质量形成的关键,采用大吨位自由锻液压机,执行 “多向锻造、大锻造比、控温” 原则。加热工艺:按材质设定加热温度与保温时间。
碳钢 / 低合金钢:1180-1220℃,保温 1.0-1.2min/mm,保证充分透烧,组织均匀化。
奥氏体不锈钢:1140-1160℃,保温 1.2-1.5min/mm,避免 δ 铁素体过量(≤8%)。
双相钢:1100-1180℃,窄区间控温,防止相比例失衡。锻造工序:采用 “镦粗→拔长→冲孔→扩孔→整形” 多道次工艺。
多向镦拔:经三镦三拔多向锻造,锻造比≥3:1(高端≥5:1),充分压实组织,消除疏松、缩孔、夹杂,细化晶粒至 ASTM 5 级以上,实现各向同性。
冲孔与扩孔:采用专用冲子冲孔,控制孔位中心偏差;扩孔保证内孔尺寸与圆度,避免椭圆度超标。
整形与校平:终锻温度控制在 800-850℃以上,保证塑性良好;精整后板面平面度、厚度均匀性达标,厚度公差 ±5mm 以内。关键控制:全程监控温度,避免低温锻造导致裂纹;控制变形速率,保证金属流畅填充,避免局部应力集中。
三、定制化热处理:性能稳定与组织优化的关键工序
热处理依据材质、性能要求定制方案,核心目标是优化组织、消除内应力、平衡强度与韧性、提升耐蚀性。
碳钢管板:正火(880-920℃)+ 回火(620-680℃),细化晶粒,消除锻造应力,提升强度与韧性。
Cr-Mo 合金钢管板:淬火(900-980℃)+ 高温回火(680-740℃),获得回火索氏体组织,保证高温强度、蠕变性能与抗氢腐蚀能力。
不锈钢管板:固溶处理(1050-1150℃)+ 水淬 / 快冷,稳定奥氏体组织,溶解碳化物,提升耐晶间腐蚀性能。
双相钢管板:固溶处理(1080-1120℃)+ 快速冷却,控制奥氏体 / 铁素体比例≈1:1,保证强韧性与耐蚀性平衡。设备保障:采用大型全自动热处理炉,分区控温(±5℃),记录升温、保温、冷却曲线,确保整板温度均匀,性能一致。
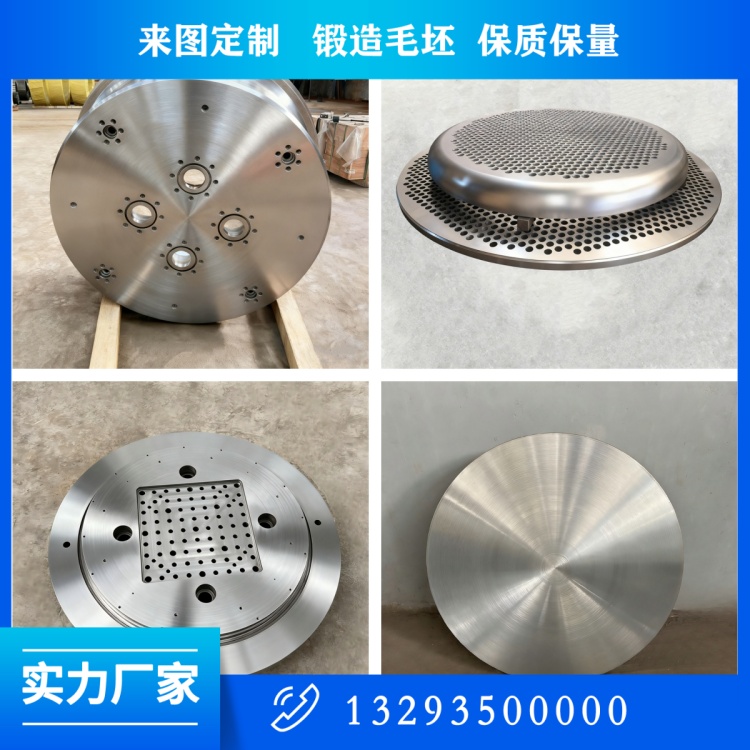
四、精密机械加工:尺寸精度与配合性能的最终保障
管板锻件机加工聚焦板面、管孔、密封面、螺栓孔四大核心部位,精度直接影响设备装配与密封性能。核心加工工序:
板面加工:数控车床 / 铣床粗精车,平面度≤0.05mm/m,整体平面度≤3mm,粗糙度 Ra≤3.2μm。
管孔加工:数控深孔钻床加工,IT7 级精度,孔径公差 ±0.02mm,孔距公差 ±0.3mm,垂直度≤0.05mm/100mm。深孔加工采用阶梯钻削、定时退刀排屑,保证孔壁光滑、无刀纹、无毛刺。
密封面加工:车削 + 滚压 / 镜面铣削,粗糙度 Ra≤0.8μm,平面度≤0.02mm,保证与管束胀接 / 焊接密封可靠性。
螺栓孔与坡口:数控钻床加工螺栓孔,位置度准确;U 型坡口采用激光跟踪仪监控,角度公差 ±0.5°。检测设备:三坐标测量机(CMM)、激光扫描仪、超声波测厚仪,全尺寸检测并记录数据,确保 100% 合格。
五、全流程无损检测与性能验证:质量闭环的核心保障
建立 “原材料 - 锻造 - 热处理 - 机加工 - 成品” 全流程检测体系,执行 100% 无损检测与性能验证。
无损检测(NDT):
超声波检测(UT):全板面扫查,缺陷当量≤Φ3mm,复合板检测界面结合率。
磁粉检测(MT)/ 渗透检测(PT):表面及管孔内壁检测,线性缺陷≤1.5mm,无裂纹、气孔、夹渣。
硬度检测:分区测试,硬度差≤30HB,保证组织均匀。
力学性能测试:成品取样做拉伸、冲击、弯曲试验,验证强度、塑性、韧性符合标准。
压力试验:水压试验 1.5 倍设计压力保压 30 分钟,无渗漏、无变形;特殊工况做气密性试验。
六、质量追溯与文件体系
每一件管板锻件建立完整质量档案,从原材料炉号、锻造批号、热处理曲线、检测数据、加工记录到成品验收,全程可追溯。出具材质证明书、无损检测报告、力学性能报告、水压试验报告等完整文件,满足客户与行业标准要求。精密制造与全流程质量控制,是管板锻件满足高端工况、实现长周期安全服役的核心保障,为工业核心装备稳定运行筑牢基础。

