
2026-04-10 16:46
管板锻件作为换热设备、压力容器的核心承压部件,其加工精度直接影响设备的装配质量、密封性能与运行安全性。管板锻件的加工精度主要包括管孔精度、板面平面度、密封面精度、螺栓孔位置精度等,任何一项精度不达标,都可能导致设备装配困难、介质泄漏、应力集中等问题,甚至引发设备失效。本文结合管板锻件的加工工艺,详细阐述加工精度的控制要点、常见精度问题及解决措施,同时介绍管板锻件与换热管束、设备壳体的装配适配技术,内容贴合实际生产,不夸大精度指标,突出实用性与技术性。

一、管板锻件加工精度的核心指标与控制要求
管板锻件的加工精度需严格遵循GB/T 151-2014、ASME Sec. VIII、TEMA等行业标准,结合设备设计要求,核心精度指标及控制要求如下:
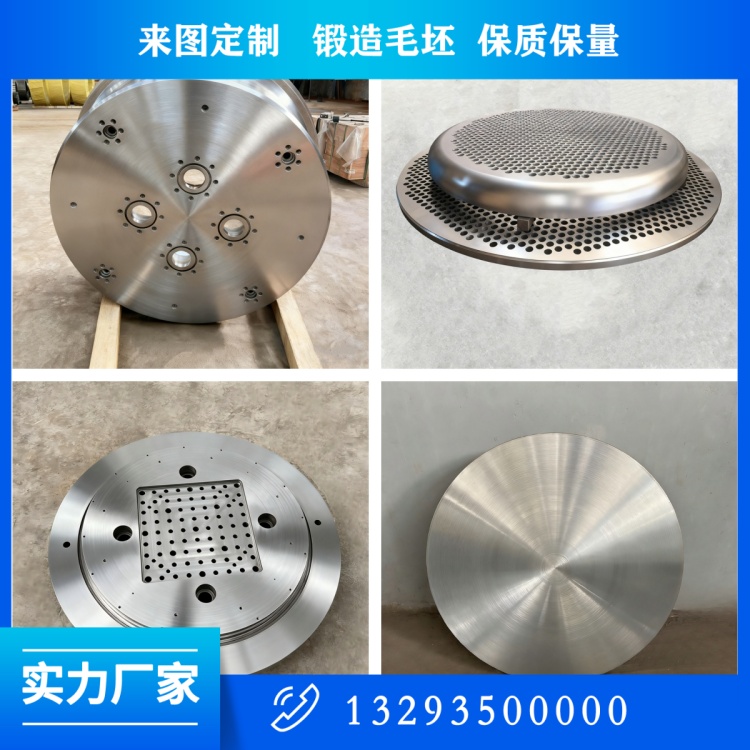
(一)管孔精度
管孔是管板锻件的核心功能部位,用于固定换热管束,其精度直接影响管束的胀接/焊接质量与密封性能,核心指标包括孔径公差、孔距公差、垂直度、表面粗糙度。
控制要求:孔径公差执行IT7级精度,常规管孔(直径10-50mm)公差±0.02-±0.05mm;孔距公差±0.3mm,相邻管孔孔距偏差≤0.2mm,整板管孔孔距累计偏差≤1.0mm;管孔垂直度≤0.05mm/100mm,避免管束装配时产生应力;管孔内壁表面粗糙度Ra≤1.6μm,无刀纹、毛刺、划痕,确保胀接紧密、无泄漏。
(二)板面平面度与厚度精度
板面平面度直接影响管板与设备壳体、法兰的密封性能,厚度精度影响管板的承压能力,核心控制要求如下:
平面度:中小型管板(直径≤2m)平面度≤0.05mm/m,整体平面度≤2mm;大型管板(直径>2m)平面度≤0.08mm/m,整体平面度≤3mm,避免板面倾斜导致密封面受力不均。
厚度精度:厚度公差±5mm,整板厚度均匀性≤3mm,避免局部厚度不足导致承压能力下降,或厚度偏差过大影响装配。
(三)密封面精度
管板密封面用于与设备法兰、垫片配合密封,精度要求极高,核心指标包括平面度、表面粗糙度、密封面宽度。
控制要求:密封面平面度≤0.02mm,表面粗糙度Ra≤0.8μm,密封面宽度偏差±0.5mm,无划痕、凹陷、毛刺,确保密封垫片贴合紧密,无介质泄漏。
(四)螺栓孔位置精度
螺栓孔用于固定管板与设备壳体,位置精度直接影响装配效率与连接强度,控制要求:螺栓孔位置度公差±0.2mm,孔距公差±0.3mm,螺栓孔与管孔的间距偏差≤0.4mm,确保螺栓顺利安装,连接牢固。
二、管板锻件加工精度的控制技术与措施
(一)加工设备选型与精度校准
选用高精度加工设备是精度控制的基础,根据管板尺寸与精度要求,配置数控深孔钻床、五轴加工中心、三坐标测量机、激光扫描仪等设备:
1. 管孔加工:采用数控深孔钻床,配备高精度导向套与刀具,确保钻孔精度;定期校准钻床主轴垂直度、导向套同轴度,避免钻孔偏差。
2. 板面与密封面加工:采用五轴加工中心,实现多面一次加工,减少装夹误差;配备高精度铣刀与车刀,优化切削参数,提升表面光洁度与平面度。
3. 精度检测:采用三坐标测量机、激光扫描仪,对管孔、密封面、螺栓孔进行全尺寸检测,实时反馈加工误差,及时调整加工参数。
(二)加工工艺优化
1. 装夹工艺优化:采用专用装夹工装,根据管板尺寸与形状,合理选择装夹点,避免装夹变形;对于大型管板,采用多点支撑装夹,确保装夹牢固、受力均匀,减少加工过程中的变形。
2. 切削工艺优化:根据材质特性(碳钢、不锈钢、双相钢等),优化切削速度、进给量、切削深度,避免切削力过大导致管板变形;管孔加工采用阶梯钻削、定时退刀排屑,确保孔壁光滑,无毛刺、刀纹;密封面加工采用车削+镜面铣削工艺,提升表面光洁度。
3. 加工顺序优化:遵循“粗加工→半精加工→精加工”的顺序,粗加工去除大部分余量,半精加工修正形状误差,精加工保证精度;先加工板面与管孔,再加工密封面与螺栓孔,避免后续加工影响已加工部位的精度。
(三)加工过程监控与误差修正
1. 实时监控:加工过程中,采用红外测温仪监控切削温度,避免温度过高导致刀具磨损与管板变形;通过机床自带的精度检测系统,实时反馈加工误差,及时调整刀具位置与加工参数。
2. 误差修正:针对加工过程中出现的精度偏差,如管孔垂直度超差、孔距偏差等,通过调整导向套位置、修正数控编程参数、更换刀具等方式,及时修正误差;精加工完成后,进行全尺寸检测,不合格部位进行返工处理。
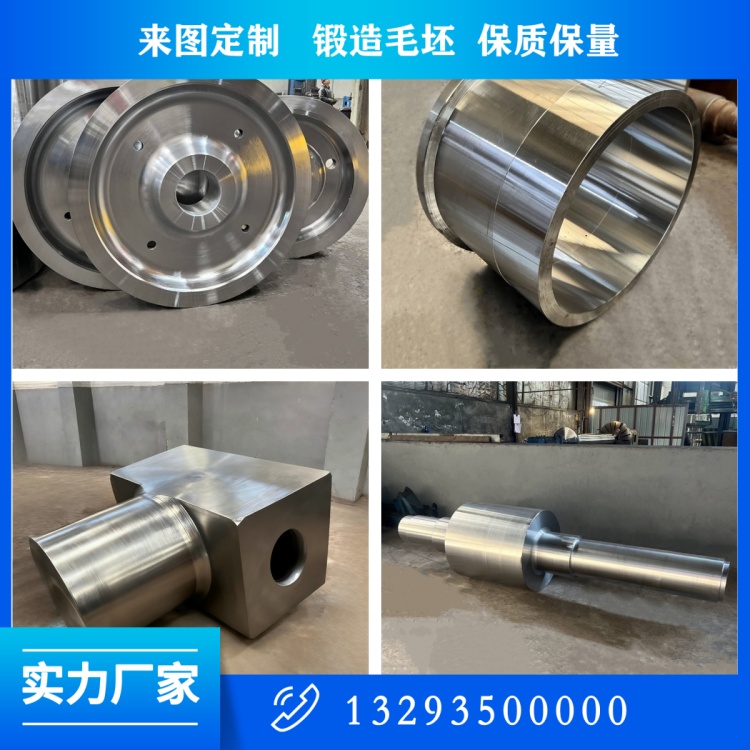
三、管板锻件的装配适配技术
管板锻件的装配适配主要包括与换热管束的适配、与设备壳体的适配、与法兰的适配,适配质量直接影响设备的整体性能与运行安全。
(一)与换热管束的适配
换热管束与管孔的适配分为胀接适配与焊接适配,核心要求是贴合紧密、无间隙、无应力:
1. 胀接适配:根据管孔与管束的尺寸偏差,选择合适的胀管器,控制胀管压力,确保胀接后管束与管孔紧密贴合,胀接率控制在3%-5%,避免胀接过度导致管孔变形,或胀接不足导致间隙泄漏。
2. 焊接适配:焊接前,清理管孔与管束表面的氧化皮、油污,保证焊接质量;根据材质选择合适的焊接工艺(氩弧焊、埋弧焊等),控制焊接电流、电压与焊接速度,避免焊接裂纹、未焊透等缺陷;焊接后,进行渗透检测(PT),排查焊接缺陷,确保密封性能。
(二)与设备壳体的适配
管板与设备壳体的连接方式主要为焊接,适配要求:管板与壳体的对接间隙控制在2-4mm,垂直度偏差≤0.05mm/100mm;焊接前,核对管板与壳体的尺寸,确保贴合紧密;焊接后,进行超声波检测(UT)与压力试验,排查焊接缺陷与泄漏隐患。
(三)与法兰的适配
管板与法兰的适配核心是密封面贴合紧密,螺栓连接牢固:密封面清理干净,无杂质、划痕;螺栓孔与法兰螺栓孔对齐,螺栓均匀拧紧,控制拧紧力矩,避免受力不均导致密封面泄漏;装配后,进行水压试验,验证密封性能,确保无渗漏。
四、常见精度问题与解决措施
1. 管孔孔距偏差过大:成因是数控编程误差、钻床精度不足、装夹变形;解决措施:修正编程参数,校准钻床精度,优化装夹工艺,增加中间检测环节,及时修正偏差。
2. 板面平面度超差:成因是锻造整形不到位、热处理变形、加工装夹不当;解决措施:增加精加工余量,优化热处理工艺,采用多点支撑装夹,精加工后进行校平处理。
3. 密封面粗糙度不达标:成因是刀具磨损、切削参数不当;解决措施:及时更换刀具,优化切削速度与进给量,增加镜面铣削工序,提升表面光洁度。
4. 装配间隙过大:成因是加工精度不达标、尺寸偏差;解决措施:返工处理不合格部位,调整胀管压力或焊接工艺,确保适配紧密。
五、结语
管板锻件的加工精度控制与装配适配技术,是保证设备安全、稳定运行的关键。通过选用高精度加工设备、优化加工工艺、加强过程监控,可有效控制管板加工精度,避免精度缺陷;通过规范装配流程、优化适配工艺,可确保管板与换热管束、设备壳体、法兰的适配质量,提升设备的密封性能与运行可靠性。在实际生产中,需结合管板材质、尺寸与工况要求,针对性制定精度控制与装配适配方案,兼顾加工效率与质量,为工业装备提供高品质的管板锻件。

