
2026-04-24 10:05
管板锻件的质量,源于每一道生产工序的***把控。从一块原始钢锭到一件合格的管板锻件,需要经过多道复杂且严谨的工艺环节,每一步都凝聚着锻造技术的精髓。今天,我们就以山西中重重工集团的生产流程为例,为大家详细解析管板锻件的全流程生产工艺。
***步:原材料准备与检验。原材料是管板质量的起点,山西中重重工集团选用国内外知名钢厂生产的优质钢锭,材质涵盖碳素钢、合金钢、不锈钢、特种合金等,严格符合 ASTM、ASME、GB/T 等标准要求。钢锭进厂后,首***行外观检查,确认无裂纹、重皮、夹杂等缺陷;随后通过光谱分析仪进行化学成分分析,确保元素含量达标;同时进行超声波探伤(UT),检测内部是否存在夹层、疏松、气孔等原始缺陷,只有全部合格的钢锭才能进入下一道工序。
第二步:锻造工艺。锻造是管板锻件的核心工序,目的是通过塑性变形消除钢锭内部缺陷,细化晶粒,形成致密的组织和连续的金属流线,提升力学性能。山西中重重工集团采用 15000 吨自由锻油压机,结合***的锻造工艺,主要分为下料、加热、镦粗、拔长、成型等步骤。首先将钢锭按设计尺寸下料,然后放入加热炉中加热至锻造温度(碳素钢约 1150-1250℃,合金钢约 1100-1200℃),确保钢锭内外温度均匀。加热完成后,进行镦粗工序,将钢锭高度压缩,增大横截面积;随后进行拔长,通过反复锻打,使金属材料充分变形,压实内部疏松区域;最后根据管板的尺寸和形状,进行成型锻造,得到管板毛坯。在锻造过程中,严格控制锻造温度、变形量和锻造火次,避免出现过热、过烧、裂纹等缺陷。
第三步:热处理工艺。锻造后的管板毛坯内部存在内应力,组织不均匀,力学性能无法满足要求,必须通过热处理进行调整。热处理是管板锻件性能达标的关键环节,山西中重重工集团拥有 7.57.521 米大型热处理炉,可根据不同材质和性能要求,制定专属热处理工艺,主要包括正火、回火、淬火、退火等。例如,碳素钢管板通常采用正火 + 回火工艺,消除内应力,细化晶粒,提升强度和韧性;不锈钢管板则采用固溶处理,优化组织,提升耐蚀性。热处理过程中,实时监控炉温、保温时间等参数,确保管板毛坯内外性能均匀,硬度达标。
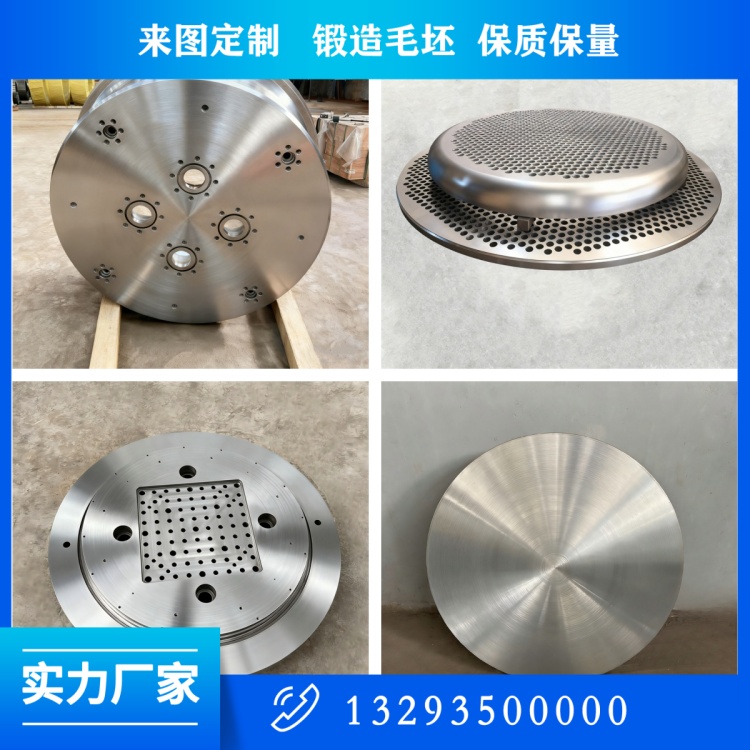
第四步:粗加工与精加工。热处理后的管板毛坯,需要通过机械加工达到设计尺寸和精度要求,分为粗加工和精加工两个阶段。粗加工主要是去除毛坯余量,加工出管板的基本外形,为精加工奠定基础。精加工则是管板锻件的 “精雕细琢”,采用数控深孔钻床、五轴加工中心、龙门铣床等***设备,完成管孔加工、板面铣削、密封面加工、倒角等工序。管孔加工是精加工的核心,严格执行 IT7 级精度标准,孔径公差 ±0.02mm,孔距公差 ±0.3mm,垂直度≤0.05mm/100mm,管孔内壁粗糙度 Ra≤1.6μm,确保换热管束装配紧密。密封面加工要求平面度≤0.02mm,粗糙度 Ra≤0.8μm,保障设备密封性能。
第五步:质量检测与出厂。质量检测贯穿管板生产全流程,是确保产品合格的最后一道防线。山西中重重工集团建立了完善的检测体系,成品管板锻件需进行多项检测:无损检测,包括 100% 超声波检测(UT)、磁粉检测(MT)、渗透检测(PT),确保内部无裂纹、夹层、夹杂,表面无缺陷;尺寸检测,使用三坐标测量机等设备,***检测管板的直径、厚度、平面度、管孔尺寸、孔距等,确保符合设计图纸要求;力学性能测试,取样进行抗拉强度、屈服强度、延伸率、硬度等测试,验证性能达标;水压试验,按 1.5 倍设计压力保压 30 分钟,检查无渗漏、无变形、无压降。所有检测合格后,出具完整的材质证明、检测报告和质量追溯文件,方可包装出厂。
从原材料到成品,管板锻件的每一道工序都精益求精。山西中重重工集团凭借设备、成熟的工艺和严格的管控,确保每一件管板锻件都具备卓越的品质,为客户提供可靠的工业基础件。

