
2026-04-24 10:14
在工业生产中,管板锻件的质量直接关系到设备的安全运行,一旦出现质量问题,可能导致介质泄漏、设备损坏,甚至引发安全事故。因此,严格的质量控制和完善的检测体系,是管板锻件生产企业的核心竞争力。山西中重重工集团始终将质量放在首位,建立了全流程质量管控体系,遵循国际国内***标准,确保每一件管板锻件都符合要求。
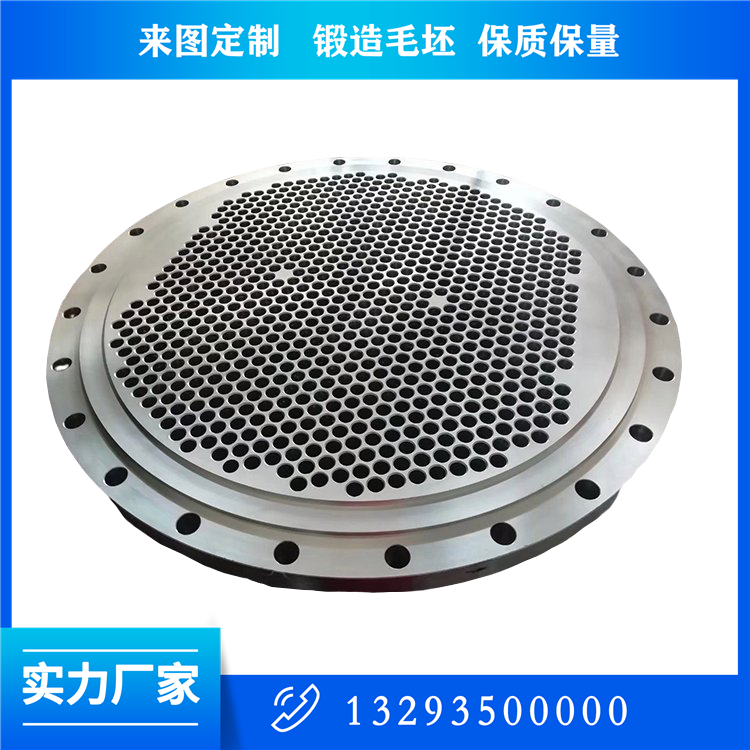
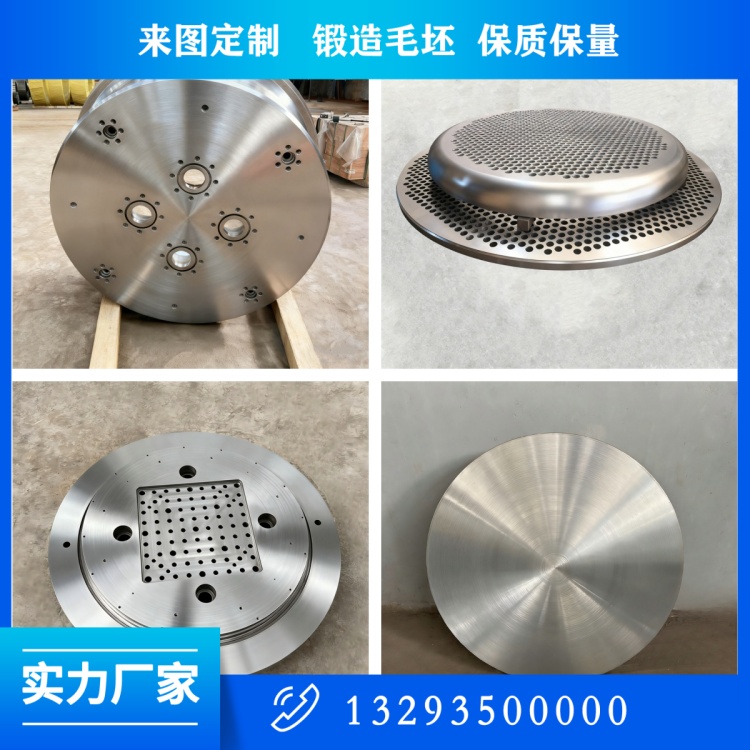
明确管板锻件的质量判定标准。管板锻件的质量主要从内部质量、表面质量、尺寸精度、力学性能和性能验证五个方面进行判定,各项指标均需满足 GB/T 151、ASME Sec. VIII、TEMA、NB/T 47013 等标准要求。内部质量方面,超声波检测(UT)要求内部无裂纹、夹层、密集夹杂,单个缺陷当量≤Φ3mm,缺陷间距≥50mm;磁粉 / 渗透检测(MT/PT)要求表面、管孔内壁无裂纹、线性缺陷、气孔、夹渣,线性缺陷长度≤1.5mm。表面质量要求无裂纹、折叠、重皮、毛刺、划痕、氧化皮残留,机加工表面光滑,过渡圆角均匀,无应力集中缺口。
尺寸精度是管板锻件的核心质量指标,直接影响装配和使用性能。厚度公差需控制在 ±5mm,均匀性良好;板面平面度≤0.05mm/m,整体≤3mm;管孔精度执行 IT7 级,孔径 ±0.02mm,孔距 ±0.3mm,垂直度≤0.05mm/100mm,粗糙度 Ra≤1.6μm;密封面平面度≤0.02mm,粗糙度 Ra≤0.8μm。力学性能方面,不同材质的管板锻件需满足对应的抗拉强度、屈服强度、延伸率、硬度等指标,例如碳素结构钢抗拉强度≥485MPa,延伸率≥21%。性能验证则需通过水压试验,按 1.5 倍设计压力保压 30 分钟,无渗漏、无变形、无压降;特殊工况下还需进行气密性试验、晶间腐蚀试验、应力腐蚀试验等。
其次,建立全流程质量控制体系。山西中重重工集团的质量控制贯穿原材料采购、生产加工、成品检测到出厂交付的每一个环节,实现全程可追溯。原材料控制方面,严格审核供应商资质,建立合格供应商名录,所有进厂原材料必须进行入厂检验,包括化学成分分析、力学性能测试、无损检测等,不合格原材料坚决拒收。生产过程控制方面,制定标准化的工艺文件,明确锻造、热处理、机械加工等工序的工艺参数,操作人员严格按照工艺文件执行;同时,加强过程巡检,实时监控工艺参数,及时发现并纠正生产过程中的问题,避免批量质量缺陷。
成品检测控制方面,配备专业的理化实验室和检测设备,包括光谱分析仪、***材料试验机、超声波探伤仪、磁粉探伤仪、三坐标测量机等,检测人员均经过专业培训,持证上岗。成品管板锻件需 100% 完成各项检测,每一件产品都有***的标识,检测数据实时记录,建立完整的质量档案,实现从原材料到成品的全程追溯。此外,公司还通过了 ISO9001 质量管理体系认证,严格按照体系要求运行,定期进行内部审核和管理评审,持续优化质量管控体系。
最后,遵循国际国内***检测标准。管板锻件的检测方法和验收标准,必须遵循***标准。国内常用标准包括 GB/T 6402-2008《钢锻件超声检测方法》、GB/T 15822《无损检测 磁粉检测》、NB/T 47013《承压设备无损检测》等;国际标准主要采用 ASME Boiler and Pressure Vessel Code(美国机械工程师协会锅炉及压力容器规范),包括 Section V《无损检测》、Section VIII《压力容器》、Section III《核电设备》等,这些标准是全球管板锻件生产和检测的重要依据。
质量是企业的生命线,山西中重重工集团始终坚守质量底线,以严格的管控、设备、专业的团队,为客户提供高品质的管板锻件,用可靠的质量保障工业设备的安全稳定运行。

