
2026-04-25 11:00
一件合格的 120 吨级大型锻件,从粗糙钢锭到精密成品,是一场历经千锤百炼的 “涅槃重生”。在山西中重重工集团有限公司,这场蜕变的核心,正是公司的 “超级引擎”——15000 吨自由锻液压机。它以万吨级的磅礴力量、毫米级的精密控制,将百吨级钢锭驯服、塑形,赋予金属全新的生命与性能,成为大型锻件制造领域当之无愧的 “塑形大师”。

锻造的起点,是对原料的***把控。中重重工仅选用符合国家标准的优质钢锭作为原料,涵盖碳素钢、42CrMo、35CrNi3MoV、不锈钢、镍基合金等多种材质,进厂后需通过光谱分析、化学成分检测、超声探伤等多重检验,杜绝夹杂、裂纹、偏析等原始缺陷,从源头为万吨级锻造筑牢基础。针对高端领域需求,公司还采用真空熔炼、电渣重熔工艺生产高纯度钢锭,进一步降低有害元素与气体含量,为后续锻造提供更纯净的 “原料基因”。
加热是锻造的 “预热环节”,直接影响金属塑性与锻造质量。中重重工配备大型室式加热炉,采用阶梯式分段加热工艺:低温预热段 600-800℃保温 2 小时,消除钢锭残余应力;高温均热段按材质设定温度,碳钢 1150-1200℃、不锈钢 1050-1150℃,保温时间按 1.5-2min/mm 计算,确保坯料内外温度均匀,炉温波动控制在 ±8℃以内。加热完成后,钢锭通过专用工装快速转运至 15000 吨压机工作台,确保锻造温度稳定,为后续强力塑形做好准备。
锻造,是 15000 吨压机展现实力的核心环节,也是百吨钢锭蜕变的关键。整个过程遵循 “先粗后精、多道次变形、控温锻造” 原则,通过四大核心工序实现钢锭到锻件的转变:
镦粗工序:压机主缸下行,对加热后的钢锭施加万吨级压力,将其垂直压缩、横向延展,破碎钢锭内部粗大晶粒,消除中心疏松,让金属组织初步致密化。15000 吨压机的强大压力,可轻松完成 120 吨钢锭的镦粗,确保变形均匀、无裂纹产生。
冲孔工序:镦粗完成后,利用专用冲头与马架工装,在钢锭中心冲出通孔,形成空心坯料。压机***控制冲孔压力与深度,确保孔壁光滑、偏心度≤2mm,为后续扩孔、拔长奠定基础。
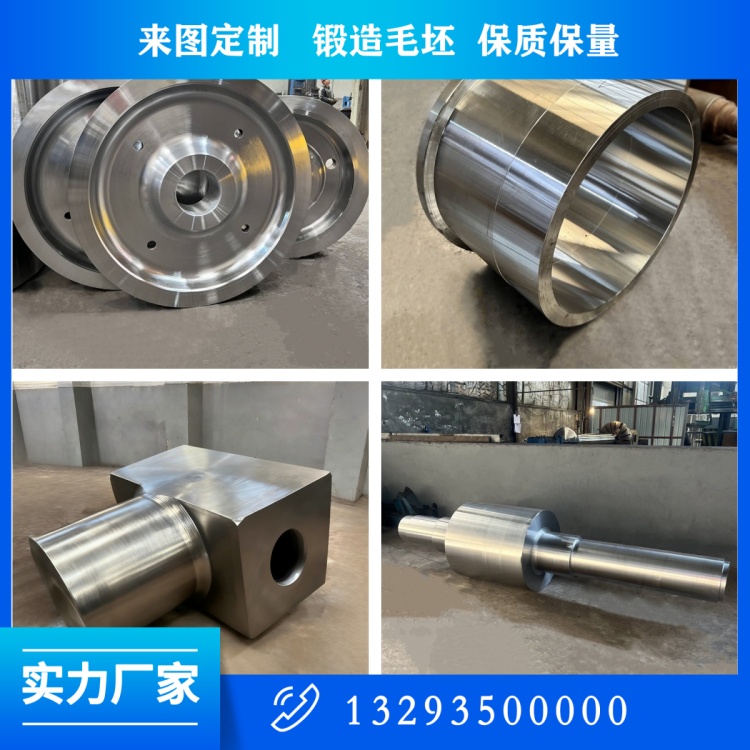
扩孔与拔长工序:这是大型筒类、轴类锻件成型的核心。通过马架扩孔机与压机协同作业,对空心坯料进行径向扩孔、轴向拔长,逐步达到设计尺寸。15000 吨压机可实现大变形量、高精度控制,确保锻件壁厚均匀、直线度与圆度达标,金属流线沿锻件轮廓连续分布。
整形工序:最后对锻件进行精细整形,修正尺寸偏差、消除表面缺陷,确保锻件外形与尺寸精度完全符合图纸要求。压机的***压力调节,可实现毫米级整形,满足高端装备对锻件精度的严苛需求。
整个锻造过程,15000 吨压机的智能控制系统全程监控压力、温度、变形量等参数,实时调整锻造节奏,遵循 “轻压快锻、多道次小变形” 原则,避免因单次变形量过大导致锻件开裂,同时确保金属组织充分细化、性能均匀提升。相较于中小吨位设备,万吨级压机的锻造效率更高、质量更稳定,可实现大型锻件一体成型,无需拼接,从根源上消除焊接缺陷带来的安全隐患。
热处理是提升锻件性能的 “点睛之笔”。中重重工根据锻件材质与性能需求,为 15000 吨压机生产的锻件制定专属热处理工艺,配备大型台车式热处理炉,***把控加热、保温、冷却全过程。通过正火细化晶粒、退火消除应力、淬火 + 回火提升强度与韧性,让锻件获得理想的综合力学性能,满足不同工况下的使用要求。例如,核电用锻件需经过多次去氢退火与调质处理,确保无氢脆隐患、性能稳定;石化用高温合金锻件则通过特殊热处理,提升高温抗蠕变与耐腐蚀性能。
质量检测贯穿锻造全流程,是保障百吨锻件品质的最后防线。中重重工理化实验室配备***材料试验机、冲击试验机、超声探伤仪、磁粉探伤仪等***设备,对锻件进行全项检测:从原料检测、锻造过程抽检,到热处理性能测试、成品全检,每一件锻件都需通过化学成分分析、力学性能测试、无损探伤、尺寸精度检测等多重关卡。只有所有指标均达标,锻件才能进入机械加工环节,最终交付客户。
从百吨钢锭到精品锻件,15000 吨压机的每一次施压,都是力量与精度的***结合,都是匠心与技术的深度融合。山西中重重工凭借这台核心装备,掌握了大型锻件制造的核心密码,可稳定生产 120 吨以内全品类优质锻件,为高端装备制造提供坚实支撑山西中重重工集团有限公司。未来,公司将持续优化万吨级锻造工艺,提升设备智能化水平,让更多百吨级精品锻件从这里走向全国、走向世界,助力中国重型锻造事业迈向新高度。

