
2026-05-12 14:52
管板锻件是高压高温设备关键件,一个小缺陷就可能导致泄漏、爆炸、重大安全事故。很多用户买管板只看价格,忽略缺陷风险,用了没多久就漏、裂、报废,损失惨重。
今天把管板锻件最常见 8 大缺陷、原因、危害、预防方法一次性讲透,通俗易懂,帮你避开坑、买到好管板。

1. 内部气孔、疏松(最常见,铸造 / 小厂锻造最多)
外观:看不见,只有探伤能发现;
原因:原材料不纯、锻造压力不够、锻造比不足、加热不当;
危害:高压下容易开裂、泄漏、鼓包,使用寿命短;
预防:选大厂、15000 吨级油压机、锻造比≥3:1、原材料精选、全流程 UT 探伤。
2. 裂纹(最危险,直接报废)
分锻造裂纹、热处理裂纹、加工裂纹:
原因:加热过热 / 过烧、锻造温度过低、锻造变形不均、热处理冷却过快、加工应力过大;
危害:直接泄漏、爆炸风险,***不能用;
预防:严格控温、合理锻造工艺、缓慢加热冷却、精加工前消除应力、MT/PT 全检。
3. 夹杂、分层(材质不纯,隐患大)
外观:内部有杂质、分层,像夹渣、夹层;
原因:原材料不干净、炼钢脱氧不好、锻造未压实;
危害:高压下分层开裂、泄漏,突然失效;
预防:优质钢厂钢锭、光谱 + UT 进厂检验、大压力锻造压实。
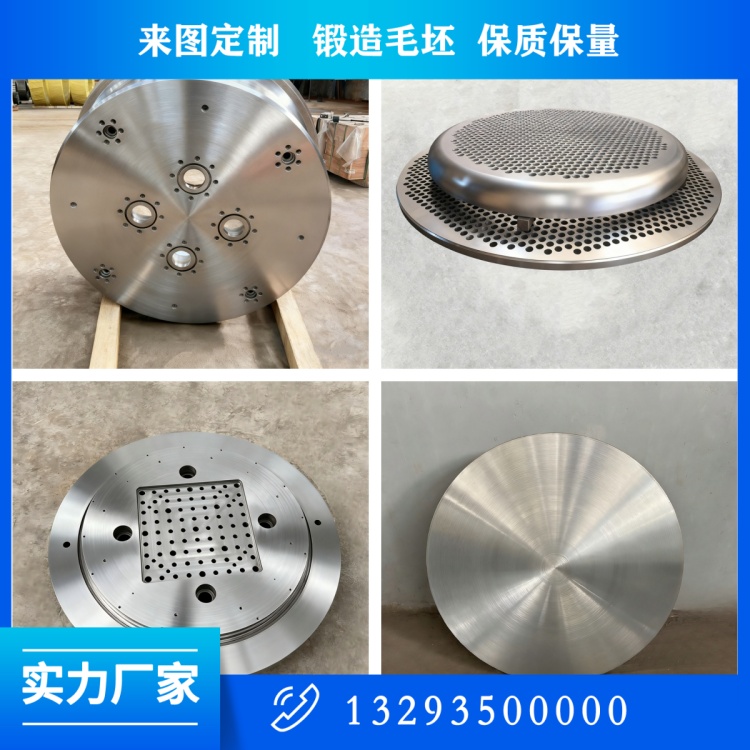
4. 管孔精度差(孔歪、孔大、孔距不准,装配漏)
外观:孔不圆、孔壁粗糙、垂直度差、孔距偏差大;
原因:设备差、刀具差、工艺差、未精钻;
危害:换热管装不上、装上去漏、密封失效、换热效率低;
预防:数控深孔钻、五轴加工中心、精钻 + 抛光、公差 ±0.02mm、三坐标检测。
5. 平面度、密封面不平(密封漏,跑冒滴漏)
外观:板面翘曲、凹凸不平、密封面划痕、磕碰;
原因:热处理变形、锻造不均、加工应力、运输磕碰;
危害:垫片压不紧、高压泄漏、介质外漏、安全隐患;
预防:热处理工装、校平工艺、精加工、运输防护、成品保护。
6. 硬度不均(软硬不一,易裂易变形)
外观:有的地方硬、有的地方软;
原因:锻造变形不均、热处理温度不均、保温时间不足;
危害:硬的地方脆、易裂;软的地方软、易变形;
预防:均匀锻造、控温热处理、充分保温、硬度逐点检测。
7. 耐腐蚀差(用不久就锈、腐蚀穿孔)
外观:表面生锈、点蚀、坑蚀;
原因:材质选错、热处理不当、表面未处理;
危害:腐蚀穿孔、泄漏、设备报废;
预防:按工况选材质、正确热处理、表面打磨抛光、防锈处理。
8. 内应力大(用久了变形、开裂)
外观:加工后变形、使用中开裂;
原因:锻造 / 热处理 / 加工应力未消除;
危害:长期运行变形、管孔错位、泄漏、疲劳开裂;
预防:多次热处理、去应力退火、精加工前时效处理。
为什么小厂管板缺陷多?
设备差:小吨位油压机(≤5000 吨),压力不够,气孔压不实;
工艺省:锻造比不足、热处理简化、探伤不全;
材质差:便宜钢锭、回收料、杂质多;
检测松:只抽检、不 100% 探伤、不水压试验。
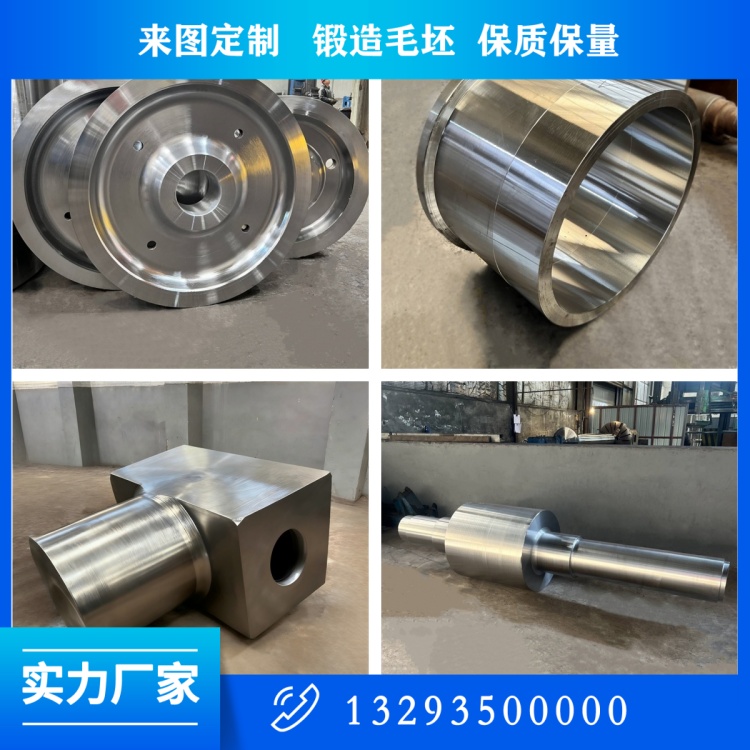
山西中重重工:如何做到 “零缺陷”?
设备:15000 吨自由锻油压机,锻造比≥3:1,高端≥5:1;
材质:一线钢厂钢锭,光谱 + UT 进厂全检;
工艺:三镦三拔多向锻造、全自动热处理、去应力处理;
加工:五轴加工中心、数控深孔钻、公差 ±0.02mm;
检测:100% UT+MT+PT、水压试验、三坐标检测、硬度逐点测。
管板缺陷不是小事,是人命关天的大事。买管板别只看价格,便宜管板 = 高风险 = 用不久 = 损失大。选山西中重重工,大厂、大设备、严工艺、全检测、零缺陷,用着放心、安全、耐用。

