
2026-05-16 10:19
一块重达几十吨的实心钢锭,怎么变成一个整体致密、耐压耐高温、管孔***、密封不漏的管板锻件?很多人以为就是 “把钢锭烧红、砸成圆盘、钻孔就行”,其实管板锻件生产是工业级精密制造,10 多道核心工序、道道关键、一步错全报废,合格率直接决定生死。

今天带你走进山西中重重工车间,全程揭秘管板锻件从钢锭到成品的 10 大工序,通俗易懂,看完你就知道一块合格管板锻件有多难、多讲究、多考验技术。
第 1 步:原材料精选(源头定生死,不合格直接退货)
我们只用国内外一线钢厂优质钢锭,材质覆盖碳钢、合金钢、不锈钢、双相钢、镍基合金。钢锭进厂必须过三重严格检验,缺一不可:
外观:无裂纹、无重皮、无夹杂、无气泡、无缩孔;
光谱分析:化学成分 100% 合格,碳、锰、铬、钼、镍等元素***达标;
超声波探伤 (UT):内部无气孔、无疏松、无夹层、无缺陷。不合格钢锭直接退货,绝不投产、不凑活、不冒险—— 源头质量是底线。
第 2 步:加热(烧到 1150–1240℃,温度差 20℃就裂)
钢锭放进智能数控加热炉,分段缓慢加热:低温缓升防裂纹、中温匀质、高温透烧。
碳钢 / 合金钢:1150–1220℃;
不锈钢 / 双相钢:1050–1150℃;
镍基合金:1180–1250℃。保温时间按1.5–2 分钟 /mm***计算,确保内外温度均匀,不过热、不过烧、晶粒不粗大。温度控制极严:误差 ±20℃,全程红外测温实时监控 —— 温度低锻不动易裂,温度高过烧变脆报废。
第 3 步:镦粗(压扁钢锭,压实内部气孔,最核心!)
烧红的钢锭送到5000 吨 / 10000 吨 / 15000 吨油压机下,垂直强力镦粗,把细长钢锭压扁、变粗,高度降低、直径变大,直到接近管板毛坯厚度。目的:压实内部气孔、疏松、打碎杂质、细化晶粒、提高致密度,让钢锭从 “疏松” 变 “致密”—— 这一步决定管板内部质量,气孔压不实直接报废。
第 4 步:平整成型(锻打成圆盘,保证平面度)
镦粗后的厚圆饼,在油压机上反复平整锻打,修正平面、保证上下表面平行、圆度规整,变成平整、厚实、致密的圆盘毛坯。关键:全程控制平面度、圆度、厚度均匀,避免翘曲、偏心、厚薄不均 —— 成型不好,后续钻孔全废。
第 5 步:热处理(调整硬度强度,让管板 “又硬又韧”)
锻打后的圆盘毛坯,进全自动热处理炉,根据材质做***处理:
碳钢:正火 + 回火(消除应力、细化晶粒、韧性好、不易裂、硬度适中);
低合金耐热钢:调质(淬火 + 高温回火)(强度高、耐高温、抗蠕变、耐压、不易变形);
不锈钢 / 双相钢:固溶处理 + 水淬(耐腐蚀、韧性好、耐氯离子);
镍基 / 核级钢:固溶 + 时效处理(耐高温、抗腐蚀、核级性能)。热处理后:硬度均匀、强度达标、韧性好、消除内应力、加工和使用时不变形、不开裂—— 热处理不到位,用久必裂。
第 6 步:粗加工(车外圆、车平面、留余量)
热处理后送大型数控立车:
车外圆:直径留 2–3mm 精加工余量;
车上下平面:平整、光滑、厚度达标,留 1–2mm 精加工余量;
倒角:边缘倒圆角,防止磕碰、应力集中。
第 7 步:无损探伤(UT/MT/PT 全检,不放过任何缺陷)
粗加工后做100% 三道无损检测,***排查:
超声波探伤 (UT):查内部气孔、疏松、夹杂、裂纹;
磁粉探伤 (MT):查表面和近表面裂纹、缺陷;
渗透探伤 (PT):查微小表面缺陷、细微裂纹。有任何超标缺陷直接报废,绝不返修使用、不冒险出厂—— 安全底线不能破。
第 8 步:精加工(精车平面、外圆、密封面,精度达标)
探伤合格后,上高精度数控立车精加工:
精车上下平面:平面度≤0.02mm,表面粗糙度 Ra≤1.6μm;
精车外圆:直径公差 ±0.02mm;
精车密封面:光洁平整、无划痕、无磕碰,保证密封不漏。
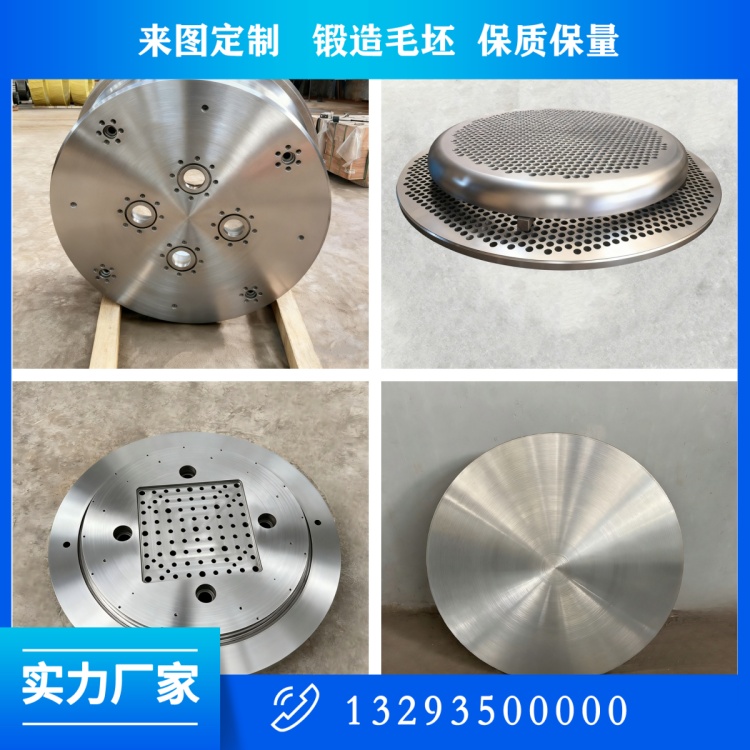
第 9 步:数控钻孔(钻管孔,精度核心!)
精加工后,用大型数控深孔钻床按图纸要求钻孔:
管孔排列:等边三角形或正方形;
孔径公差:±0.02mm;
孔距公差:±0.05mm;
垂直度:≤0.02mm/100mm;
孔口倒角:光滑无毛刺。管孔精度直接决定管束装配和密封性能 —— 孔钻歪、钻偏、钻大,直接报废。
第 10 步:终检 + 防锈包装发货
终检:三坐标全尺寸检测、硬度逐点测、光谱复检、水压试验(高压管板 1.25–1.5 倍设计压力保压 30 分钟);
标识:打钢印(材质、规格、炉号、批号、标准、检验印记);
防锈:涂防锈油 / 漆,防止生锈;
包装:防水、防磕碰,专车发货。
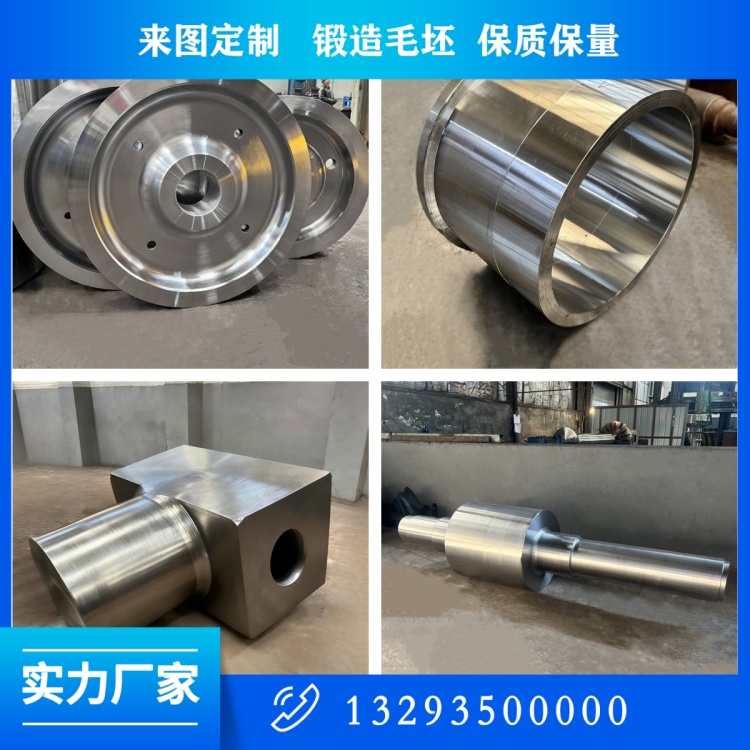
山西中重重工:全流程自研自产、严控每一步
我们拥有从锻造、热处理、机加工到检测的完整产业链,设备***、工艺成熟、管理严格:
锻造:5000T、10000T、15000T 油压机 + 专用镦粗系统;
热处理:全自动热处理炉、大型热处理窑;
机加工:大型数控立车、数控深孔钻床、五轴加工中心;
检测:光谱仪、超声波探伤仪、磁粉探伤仪、渗透检测仪、三坐标测量机、水压试验设备。
一块合格管板锻件,10 多道工序、几十道检验、几十吨钢材、上千度高温、万吨级压力、无数次精密测量,缺一不可、一步错全报废。山西中重重工,每一块管板锻件都用心锻造、用心检测、用心交付,为客户提供安全、耐用、可靠、高精度的管板锻件产品。

