
2026-05-16 10:30
管板锻件是高压、高温、危险工况设备的核心承压部件,一个小缺陷就可能导致管板爆裂、介质泄漏、爆炸起火、人员伤亡、重大安全事故。很多用户买管板只看价格,忽略缺陷风险,用了没多久就变形、开裂、报废,损失惨重、隐患致命。

今天把管板锻件最常见 8 大缺陷、原因、危害、预防方法一次性讲透,通俗易懂、行业干货,帮你避开坑、买到好管板、安全用得久、不出事。
1. 内部气孔、疏松(最常见,小厂锻造最多)
外观:看不见,只有探伤能发现;
原因:原材料不纯、锻造压力不够、镦粗不充分、加热不当、锻打次数少;
危害:高压高温下容易开裂、变形、鼓包、爆裂、泄漏,寿命短、安全风险极大;
预防:选大厂、10000 吨级以上油压机、锻造比≥3:1、原材料精选、全流程 UT 探伤、充分镦粗压实。
2. 裂纹(最危险,直接报废、易引发爆炸)
分锻造裂纹、热处理裂纹、加工裂纹、疲劳裂纹:
原因:加热过热 / 过烧、锻造温度过低、变形不均、热处理冷却过快、加工应力过大、长期高压疲劳;
危害:直接开裂、爆裂、管板解体、介质喷射、爆炸火灾、人员伤亡、重大安全事故,***不能用;
预防:严格控温(±20℃)、合理锻造工艺、缓慢加热冷却、均匀变形、热处理去应力、MT/PT 全检、避免长期疲劳工况。
3. 夹杂、分层(材质不纯,突然失效、无预警)
外观:内部有杂质、分层、夹渣、夹层;
原因:原材料不干净、炼钢脱氧不好、锻造未压实、镦粗不均;
危害:高压冲击下分层开裂、爆裂、突然失效、无预警事故;
预防:优质钢厂钢锭、光谱 + UT 进厂全检、大压力锻造压实、充分镦粗变形。
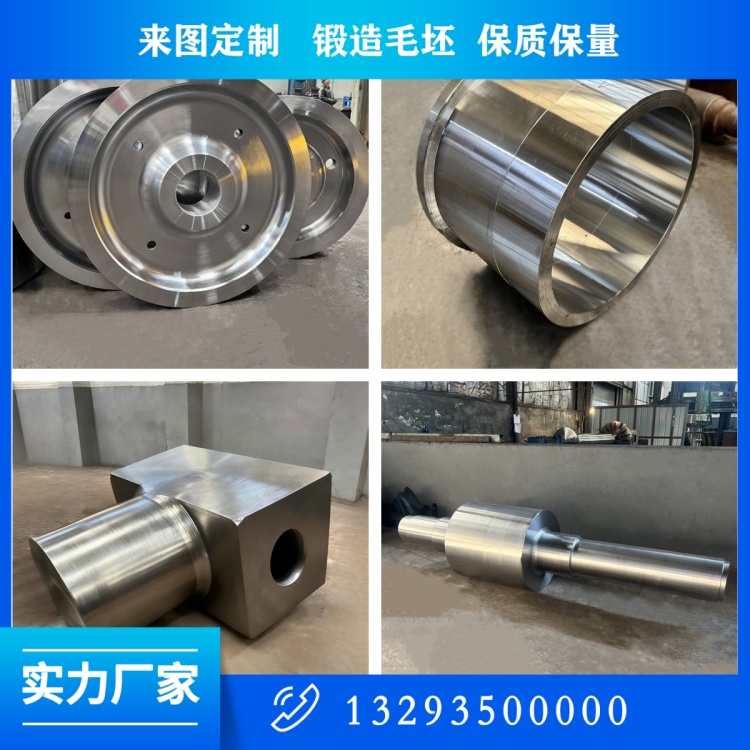
4. 厚薄不均、偏心(受力不均、局部过载、易裂)
外观:一边厚一边薄、管板偏心、同轴度差;
原因:锻造 / 镦粗精度差、变形不均、整形不到位、热处理变形;
危害:高压下受力不均、局部过载、变形开裂、泄漏、设备故障;
预防:***镦粗、全程厚度监控、平整整形、热处理工装、三坐标检测。
5. 平面度差、翘曲、圆度差(装配困难、密封漏)
外观:管板翘曲、弯曲、不圆、端面不平;
原因:锻造 / 整形精度差、热处理变形、机加工粗糙;
危害:装配困难、强行装配导致应力、密封面压不紧、高压泄漏、管束晃动、疲劳开裂;
预防:***平整、热处理校平、数控精加工、三坐标全尺寸检测、公差 ±0.02mm。
6. 硬度不均、力学性能不达标(软硬不一、易裂易变形、耐压差)
外观:有的地方硬、有的地方软,强度韧性不达标;
原因:锻造变形不均、热处理温度不均、保温时间不足、冷却不均;
危害:硬的地方脆、易裂;软的地方软、易变形、耐压差、寿命短;
预防:均匀锻造、***热处理、充分保温、均匀冷却、硬度逐点检测、力学性能全检。
7. 表面缺陷(裂纹、划痕、重皮、锈蚀、应力集中易裂)
外观:表面裂纹、划痕、重皮、毛刺、锈蚀、凹凸不平;
原因:锻造 / 热处理氧化、加工粗糙、运输磕碰、防护不当;
危害:应力集中、易开裂、腐蚀加速、强度降低、寿命缩短、安全隐患;
预防:锻造后清理氧化皮、精加工抛光、运输防护、防锈处理、成品保护、PT 探伤查表面裂纹。
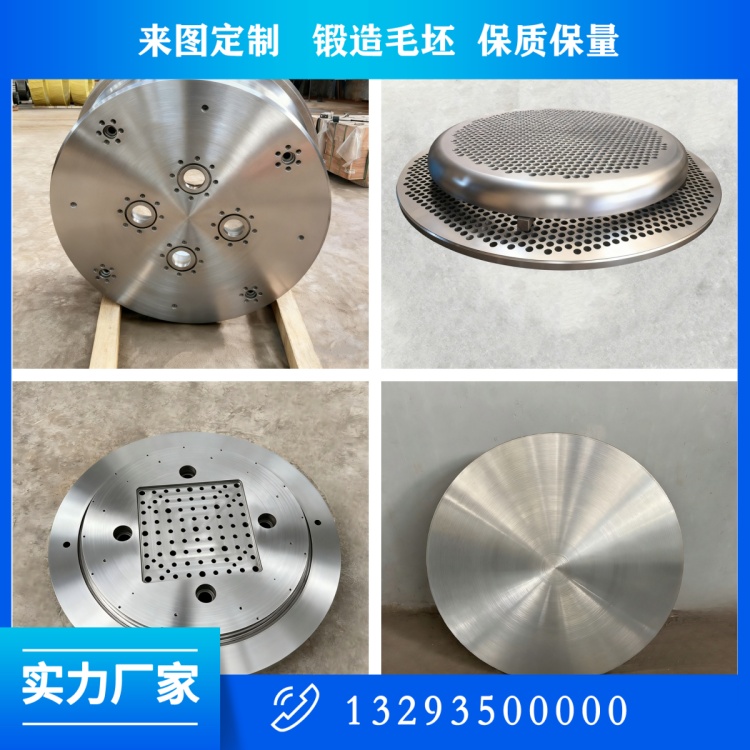
8. 管孔精度差(孔径 / 孔距 / 垂直度超标,装配报废)
外观:孔径偏大 / 偏小、孔距不均、孔不垂直、排列错乱;
原因:钻孔设备差、数控精度低、工装不准、操作失误;
危害:管束装不进去、强行装配导致应力、密封漏、管束晃动、设备报废;
预防:大型数控深孔钻床、***工装、三坐标检测、孔径 / 孔距 / 垂直度全检。
为什么小厂管板锻件缺陷多?
设备差:小吨位油压机(≤5000 吨)、无专用镦粗设备,压力不够、压实不足、气孔多;
工艺省:锻造比不足、热处理简化、探伤不全、不做去应力、整形不到位;
材质差:便宜钢锭、回收料、杂质多、无光谱检测;
检测松:只抽检、不 100% 探伤、不做硬度 / 力学性能检测、不水压试验、报告造假。
山西中重重工:如何做到 “零缺陷”?
设备:5000T、10000T、15000T 油压机 + 专用镦粗压实系统,锻造比≥3:1,高端≥5:1;
材质:一线钢厂钢锭,光谱 + UT 进厂全检,拒绝回收料、杂牌料;
工艺:多镦多压、充分压实、全自动热处理、去应力处理、均匀变形;
加工:高精度数控立车、数控深孔钻、公差 ±0.02mm、三坐标检测;
检测:100% UT+MT+PT、硬度逐点测、力学性能全检、水压试验、全程可追溯。
管板锻件缺陷不是小事,是人命关天、设备安全的大事。买管板别只看价格,便宜管板 = 高风险 = 用不久 = 损失大 = 安全隐患。选山西中重重工,大厂、大设备、严工艺、全检测、零缺陷,用着放心、安全、耐用、不出事。

